Extruder
Solution: Tighten the nozzle in the heater block (talk about confusing).
Is the extruder not powerful enough to pull filament fast enough with input shaping enabled?
Or, (new idea from Prusa forum) is the problem in the other direction? Is the nozzle partially blocked or the print temperature too low and it has a hard time pushing?
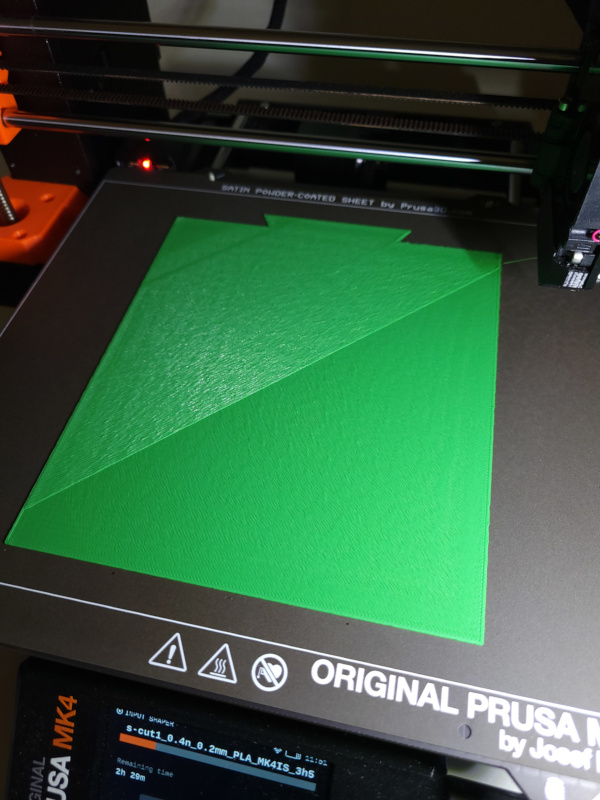
Small models print fine, but in larger models, when it tries to rapidly lay down the second layer (using 0.2mm SPEED slicer profile), I get stuff like this:
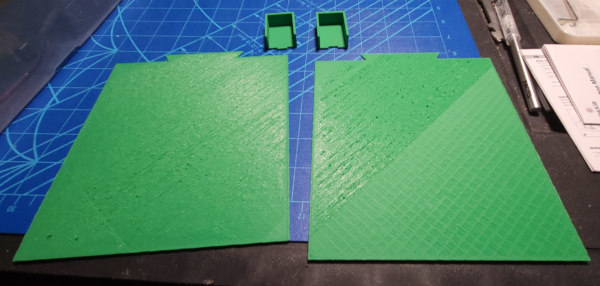
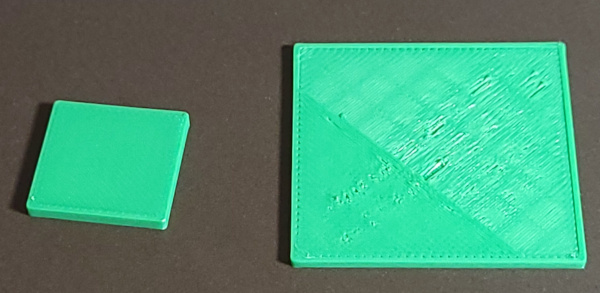
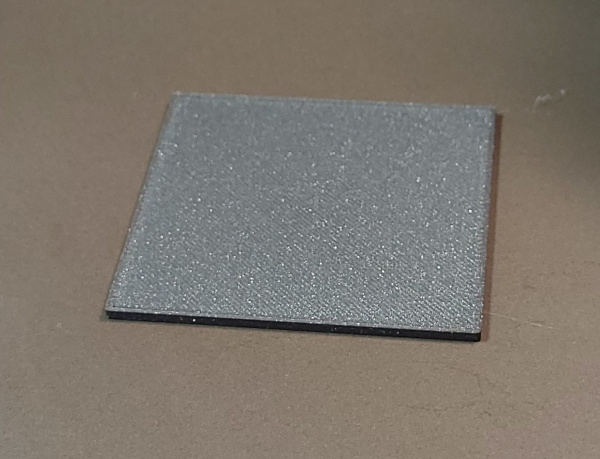
At the top of this picture, you can see the small test pieces printed flawlessly, and at the bottom you can see a couple of tries to print the large pieces which turned into something like shag rugs.

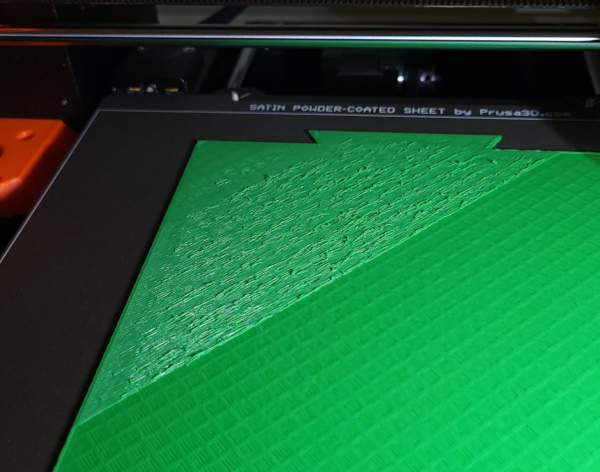
The above is a close up view of the surface.
The extruder would also produce clicking noises when trying to lay down the screwed up layer. I could even see little ripples run up the incoming filament for each click.
That all implies the problem is with the extruder, so I opened it up to take a look at the gearbox.
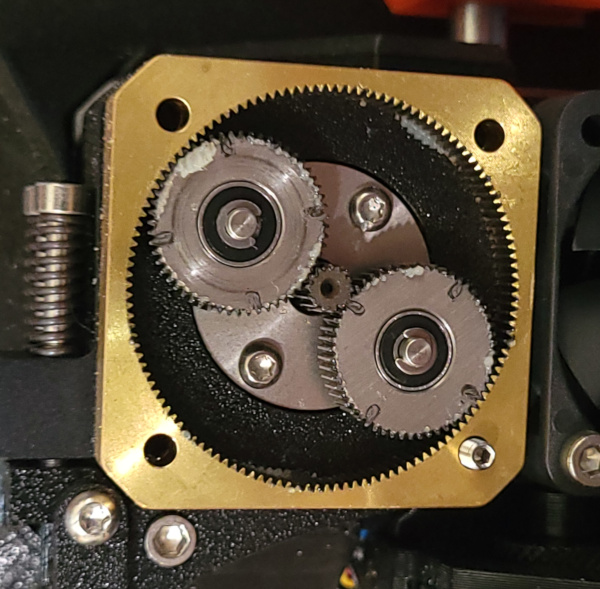
I'm sure the little droplet shaped goop on top of the gears at 90 degree intervals might mean something to a mechanical engineer, but they don't mean anything to me (also the two gears sets of droplet marks are out of phase.)
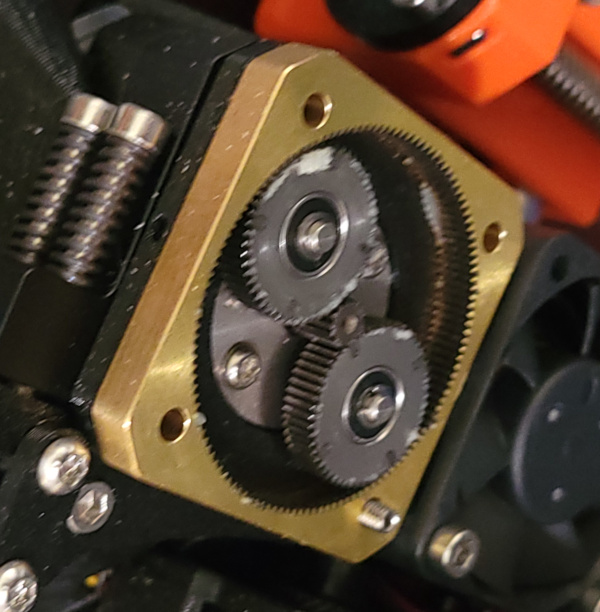
From this angle, you can see better that the gear teeth are filled with black gunk. No shiny brass or steel in evidence.
On the chance it might help, I took it apart and cleaned up all the gears, put it back together, added more lube, and did a gear calibration.
But no, it can print small models fine, but goes back to shag rugs for large models printed at speed.
I've been wasting time doing lots of test prints with all the large tests failing. Let's try printing with thinner layers which won't need as much filament and see how that goes.
Interesting: Using 0.15mm SPEED profile, it does much better. There are still some fairly rough surfaces in the inner layers, but I let it go for a while because they didn't seem so rough that the nozzle would have a bad collision. When it made it past all the bottom layers, it actually looked pretty good:
(Though with lights at different angles the surface definitely has some lumpy irregular spots not as visible in the above photo.)
This sure seems to add weight to the theory that the extruder can't pull enough filament fast enough when laying down really long lines at speed. It does better when it has 33% less filament to pull.
So now the question is: Does my filament box contribute too much friction? I guess I could put the original filament holder back on and try printing again with the filament on it.
Nope: Same raggedy second layer as I got feeding filament out of my filament box. Same extruder clicking noises.
So is this just the way things are, or is my extruder stepper not working well?
Printing with the slower STRUCTURAL profile works fine.
By the way: The actual model I'm trying to print is on printables as Kitchen drawer GRIPSTIC storage, the stl file all-sticks-cut1.stl
Let's check things in the nozzle. The Prusa knowledge base describes a cold pull, let's give that a try...
Did that, seemed to come out perfectly clean:

As far as print temperature goes, I see the generic PLA profile says 220, and I'm using Overture PLA Pro which recommends 190 to 220, so that seems fine.
Let's try another test with the standard generic PLA profile now that the nozzle should be pristine :-).
Nope, same shaggy layers after the first layer. I'm out of any ideas other than the extruder stepper (or the stepper driver).
Ivan (Prusa support chat agent) says to increase temp 5 to 8 degrees when printing large objects. I'll try that.
Made a new filament profile for 228 instead of 220 PLA and tried printing the same model again. Definitely worked better, but still had a lot of ripples in the layers:
Since it wasn't totally horrible, I let it run for a while, but once it tried to lay down layers over infill, it got bad again:
There were the same clicking noises as well. So it still looks like an extruder problem to me. I don't know if a failure mode for steppers is to get weaker, but that's what it acts like.
I noted that the smaller the print, the more likely it was to succeed, so I started printing different size cubes that were 2mm thick:
The 20mm square printed perfectly, but the 40mm started having the same problems. I printed something bigger tham 40mm just a few days ago, so it seems to be getting worse. It is no longer restricted to very large prints.
Thought of another thing to try: I pulled off the love board cover and unplugged and plugged back in the extruder stepper. Made no difference.
The official 5.1.0 firmware and 2.7.0 PrusaSlicer were released, so I grabbed both updates. Sliced the 40mm square again with binary gcode, but (as I expected) didn't have any effect on the problems.
Tried another test: I used the "tune" feature to set the print speed to 70% and the 40mm square printed flawlessly with printing slowed down.
Yet another test: Took the cover off the buddy board and pointed a fan at it, to see if better cooling of the electronics would have any effect. No effect :-). The 40mm square was as bad as always.
I'm having a hard time imagining the problem could be anything other than the extruder stepper motor. Heck, I'd be willing to buy one, but it isn't listed as a spare part in the online store.
I created a 0.2mm SLOW print profile by modifying the speed profile and reducing the speed of everything (except first layer speed which I've already seen is slow enough) to 60% of the original value. I seem to be able to print perfectly with this profile, but, of course, I used to be able to print perfectly with the 0.2mm SPEED profile.
New report on reddit that the idler lever can warp. I should check it out. I printed copies of most of the parts early on, so I can compare the ones I printed with the original. [Nope, I can't detect any warpage at all].
On the other hand, the spring loaded bolts don't appear to reach all the way to the front face of the idler nut like the instructions say they should. Lets screw them in a bit more. [Did that, only took a partial turn, didn't have any effect].
I'm back to my favorite potential culprit: The extruder stepper.
Yea Gods! This is getting confusing as hell.
I'm doing a bunch of testing and I've moved the printer back to my workbench and put back the stock filament spool holder so all the testing will be with the most normal possible configuration:
- I've been using the same 0.2mm SPEED print profile all along.
- I've been using the same Overture PLA Professional filament all along.
- It has been printing flawlessly, stuff like the rather huge Prusa MK4 bin printed flawlessly.
- Now after a couple of months of use all the bad results shown above started happening.
That makes me believe something is broken, but then I get out the last bit of sample Prusament that came with the MK4 kit and try printing my 60mm test square, watching it like a hawk the whole time and it prints flawlessly. Every layer as smooth as silk:
Compare that to the same square printed with the Overture:
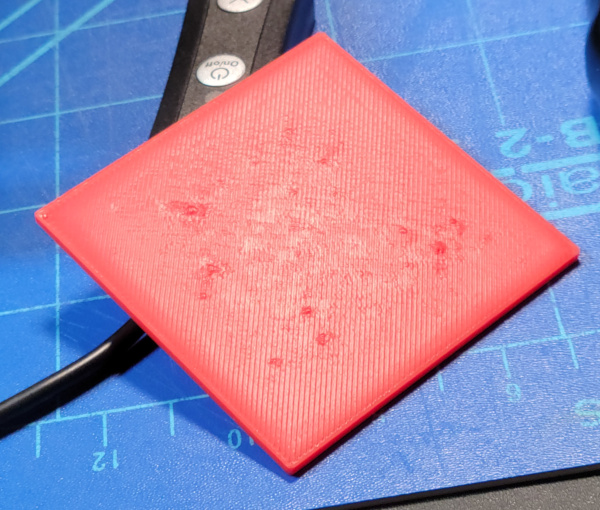
I let that finish printing and you can see how all the rough layers in the middle transform into lots of artifacts on the top layer. Here's a print I stopped in the middle:

So what is different now from two months ago? Could all my overture filament have absorbed water (even though I've kept in in sealed boxes with dessicant?) Doesn't wet filament screw up all the time? You can see the back corner was printing smoothly till the layer lines it was laying down got long enough and only then did it start screwing up. These pre-sliced models provided by Prusa print absolutely flawlessly in the same Overture filament:


I downloaded the prusa .3mf files and I note that neither of those models were sliced with 0.2mm SPEED, they have all kinds of tweaks to the slicer profiles, plus the spatula is printed with 0.15mm which I already know prints better (presumably because it doesn't need to shove as much filament out for a 0.15mm layer).
I've also been printing flawlessly using the new profile I made by copying 0.2mm SPEED and slowing down all the print speeds to 60% of their original values. I see things on the internet saying that wet filament is worse at slow speed.
Anyway, with no better ideas, I've stuck the red Overture in my Instant Vortex on dehydrate mode for 5 hours at 120F so I can see how it acts after drying.
Lots of full resolution photos of various quality available in this shared album.
The 5 hours of dehydration finished, and the new square I printed was exactly like the old square. I don't think the filament has a water problem.
I did just learn how to load lots more filament profiles, so rather than using generic PLA for the Overture, I can try the Overture PLA pofile. Let's reslice and print again...
NOPE! With the Overture profile, things are worse. Lots of extruder clicking, the second layer is already terrible, so I stopped the print.
So the mystery remains. Perhaps it is a plot to force me to use Prusament filament :-)
New idea: I should break out my multimeter that has a thermocouple temp probe and verify the hot end temp is reasonably accurate [something to do tomorrow]. Maybe take off the sock and use kapton tape to secure the probe somewhere?
Hmmm... Don't know if I just can't make good contact with the probe on the outside of the block, or if something is actually off. I get readings about 20 to 30 degrees below what the thermistor shows. I'll try printing the square with a "hot" version of the Octave filament, cranking the temps up to 235 first and 230 remaining layers and see what happens.
Wow! It prints infinitely better, still a tad of roughness in the middle layers, but nothing compared to what was happening before and the finished square looks pretty good with only a little roughness on the top layer. Let's try another 5 degrees to 240 and 235 and see if it gets even better.
Nope. Another 5 degrees made no difference (or was possibly even a bit worse). I don't think more temperature increase will help (and it is starting to seem scary :-).
And none of these theories explain Prusament printing perfectly (unless maybe Prusament prints well over a much wider range of temperatures than Overture).
Another problem I found on the internet was someone who said they had to print at higher temperatures and eventually figured out their nozzle was loose so it wasn't getting good heat conductivity. I'll check that next. Might as well unscrew the nozzle completely and take a look at it. I printed the MK4 Nextruder Nozzle Change Heater Block Clamp and the Nextruder nozzle wrench V2 to make that simpler.
Got the nozzle off (the printed tools worked great). No obvious problems on the outside (dents, bends, etc), just a little plastic crud on the end. Pointed the tip of the nozzle at a bright light and looked through the other end. Everything looked clean, nice uniform circular reflections off the inside. Put the nozzle back on the heat block and definitely tightened it up, so if it was loose before, it is tight now. Heated it back up again and used a brass brush to clean off most of the crud. (FYI: This is the standard 0.4mm nextruder nozzle that came with the MK4 kit.)
HOLY COW! Printed my 60mm square again after getting the nozzle screwed back in with Generic PLA and 0.2mm SPEED, and it printed flawlessly! I guess the nozzle was loose. It looks like it now prints Overture filament just as well as it did when I first started using it. (The perfection of the Prusament test is still mysterious, but I guess it is just more magical than Overture :-).
I guess I should put check nozzle tightness on my routine maintenance list.
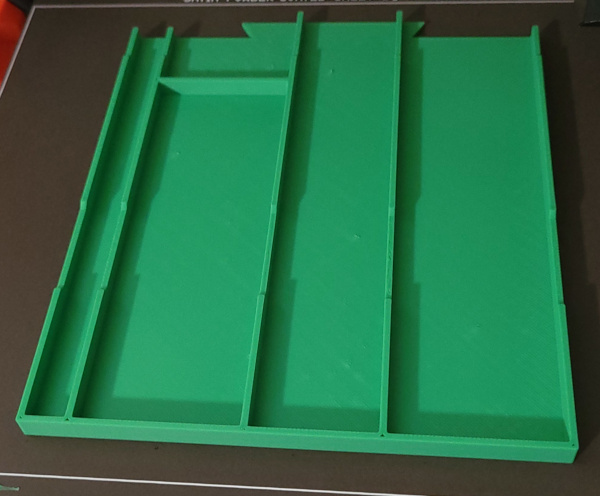
As a final test of a fairly large print, I downloaded the Parts Tray from printables, sliced it using generic PLA and the 0.2mm SPEED profile and sent it to the MK4. It printed flawlessly:

I do believe this problem is well and truly solved. (Whew!)