Octoprint and Cura
In the past I've used lots of different 3D software to run my printers, but after getting the Raspberry Pi running OctoPrint on my old solidoodle, I realized I really liked OctoPrint and wanted to use it consistently on both printers.
I used the OctoPi image to install on the Raspberry Pi, but Jiggit is running on an Ubuntu 20.4 system, so there is no handy pre-installed image to use.
For ubuntu, I (mostly) used these instructions. I did not go as far as building mjpg-streamer from source because I already had the snap installed and working.
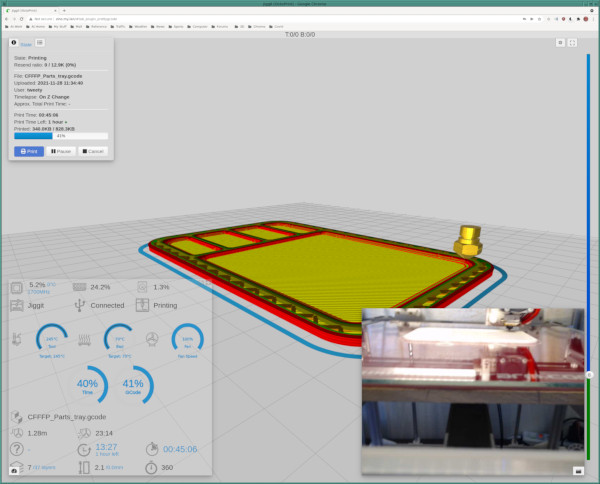
With the PrettyGCode and Dashboard plugins installed, I can see everything on one web page:
I can also create time lapse videos with OctoPrint:
Since Cura has a handy plugin allowing it to talk to OctoPrint, it makes sense to use Cura for slicing and printing as well.
The only trick with Cura on Jiggit was getting the start up code to work properly with the Orion Z probe. I have it wait for the bed to heat up and the hot end to reach standby temperature, then probe the bed in the center to set the Z 0 level. I also incorporate the tiny 0.1mm adjustment needed into the start code, so I don't have to add a Z offset in the slicer. Here's the current version:
G21; set mm units
G90; use absolute movement
G28 X0; home X
G92 X0; make sure it knows X is at zero
G0 X5; get nozzle out of the way of the nozzle cleaner before homing Y
G28 Y0; home Y
G92 Y0; make sure it knows Y is at zero
G0 Y127 X127; move to center of bed
M190 S{material_bed_temperature}; wait for bed to get up to temp
M109 S{material_standby_temperature}; get hot end up to 130 degrees (probing temp)
G30 Z0; home Z using z-probe
G92 Z0; this makes smoothie agree it is homed
G0 Z0.1; Compensate for piezo probe
G92 Z0; Call this new level zero
G28 Z0; this makes repetier host agree it is homed
G0 Z3; get some space for nozzle to move
G28 Y0; home Y again
G92 Y0;
G28 X0; home X again
G92 X0;
G0 Z0; Move nozzle back to bed level
M109 S{material_print_temperature}; Get hot end up to 245
M104 S{material_print_temperature}; keep it at 245
G0 Y32 F1000; Run nozzle through cleaner slowly
G0 F7800; set feed rate back to normal
G92 E0; reset extruder distance
It is important that the start code have the magic variables inside the squiggly braces, without them Cura will insert its own start code ahead of this, with the squiggly patterns in here, Cura figures you must have done everything yourself, so it doesn't get in your way.