New Solidoodle Calibrations
The Solidoodle Calibrations page describes all the original calibrations I did. Now that I've installed the Titan Aero it is time for new calibrations.
Did more calibration for pla printing.
Then I tried out tpu printing.
Bed Level
I used the same technique with the new aero as I did on the old solidoodle calibration. That gets pretty close, but you can also look at the single bottom layer printed on my calibration cube and notice that it looks smoother in one corner than another and tweak the leveling screws a a bit to get it even more accurate.
Extruder Steps
I figured out the proper extruder value using a clever technique. I put a piece of PTFE tubing over the incoming filament where it enters the extruder:
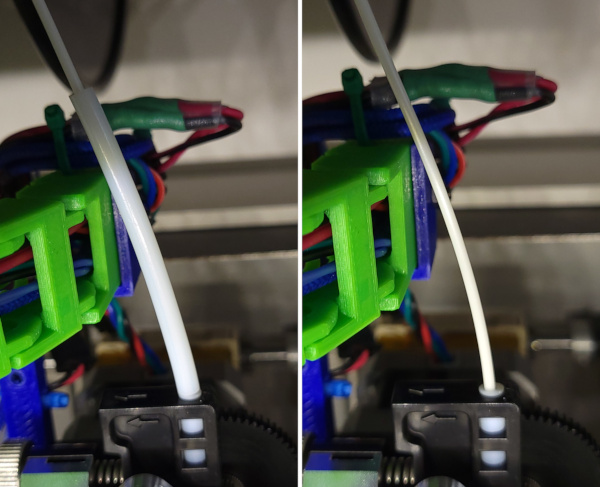
This sits on top of the extruder, and I made a mark with a Sharpie on the filament at the top of the tube. I then extruded 10mm of filament, made a new mark, shoved the PTFE tup up and out of the way above both marks. Then I could use calipers to measure the distance between the marks and adjust the extrusion rate. A couple of passes with this and I have it extruding as close to exactly 10mm as I can measure. (No marks in this image, but you can see how the tube works.)
Retraction
I inherited the settings from the old solidoodle and they were horrible with the new extruder, so I've been trying lots of test prints with different settings.
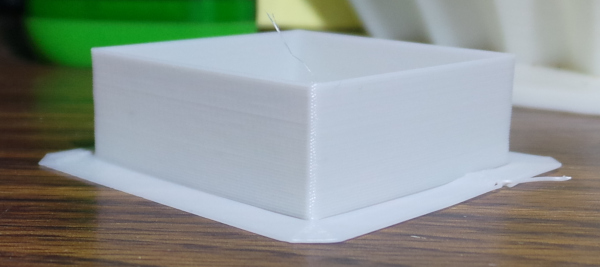
I got much better results by completely disabling retraction:
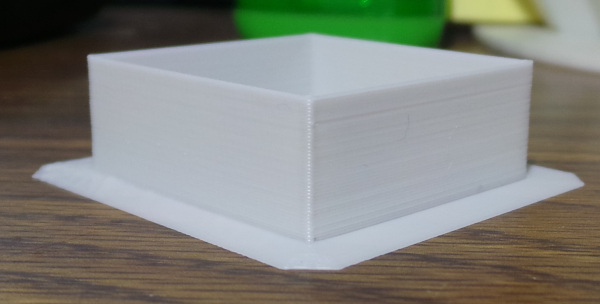
The corner in the foreground is the corner where all the layer changes happened. It doesn't look bad, but does have a bit of a ridge up the cube.
I then tried turning retraction back on at 1.5 instead of the 2.5 I inherited:
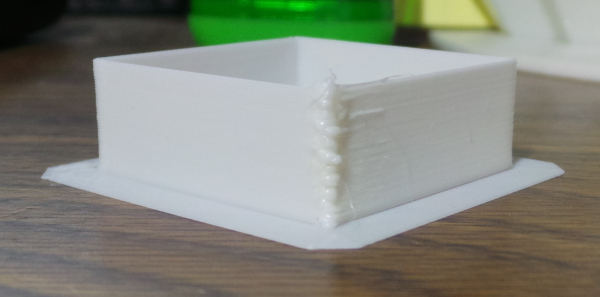
That mess had both retract on layer change and wipe while retracting enabled. It clearly looks worse than no retraction at all. Trying again with the wipe disabled:
Nope, 1.5 is still too much. It can't get the filament going again when it prints along the wall. Let's try reducing the retraction to just 0.5mm:
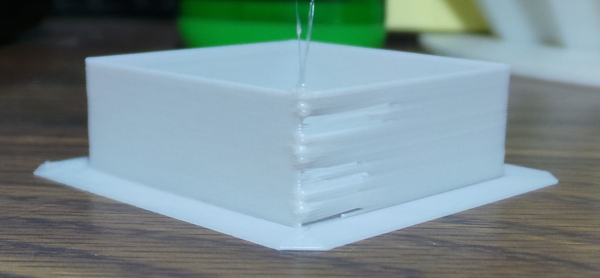
That is looking pretty good. Possibly the rdige up the corner is smaller now. At least for retraction at layer change the 0.5mm value is looking good. What about reducing stringing though? That's the main purpose of retraction. Let's try a little string test:
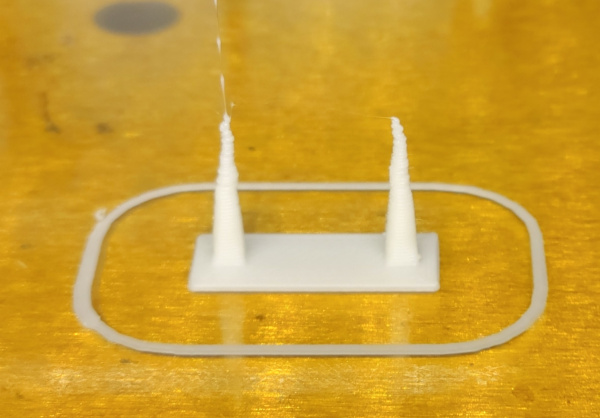
Other than the string it pulled out of the nozzle at the very end of the print, I see no stringing here. I think 0.5mm is a good value for retraction.
The tiny tops of the towers get a bit wobbly, but that should be fixed by getting a cooling fan added (which is a separate project I'm working on).
Go back to my main Solidoodle page.